Van reactief naar gepland onderhoud – ervaringen uit de praktijk
De afgelopen jaren ben ik bij diverse bedrijven werkzaam geweest die, na jarenlang reactief onderhoud uitgevoerd te hebben, de stap wilden maken naar het uitvoeren van onderhoud op gepland niveau. In deze blog deel ik graag enkele ervaringen uit deze veranderingstrajecten.
We hebben het hier over bedrijven waarvan de gehele cultuur reactief is. De asset-owner geeft aan dat hij naar een andere manier van asset onderhoud wil, maar beseft dikwijls niet dat de verandering voor de gehele organisatie geldt en niet alleen voor de onderhoudsdienst. Sterker nog, dat de Asset-owner zelf een voorbeeldfunctie krijgt. Kortom, het totale bedrijf gaat door een verandertraject van meerdere jaren voordat het volgende volwassenheidsniveau van gepland onderhoud bereikt is.
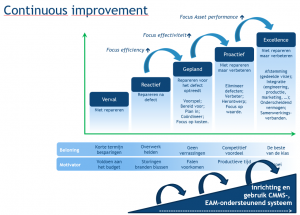
Niveaus van volwassenheid in onderhoud
Zo’n verandertraject kan pas starten als er nieuw beleid is met een goede onderbouwing van de strategie en als het geldt voor het gehele bedrijf. Immers, tegen de maintenance manager zeggen dat zijn budget met minimaal 10 % gekort wordt en dat hij wel beter en sneller moet gaan werken is nauwelijks een beleid te noemen.
Ik vraag me dan weleens af, hoe dit beleid thuis uit zou pakken. “Schat, je krijgt 10% minder huishoudgeld, maar ik wil wel dat het eten beter wordt en het huis beter schoongemaakt wordt”.
Of probeer eens bij je garage om door 10% minder te betalen, beter onderhoud en service te krijgen. Toch is dit wel het resultaat van de een hoger volwassenheidsniveau van onderhoud: beter onderhoud tegen lagere kosten, maar dat gaat niet vanzelf!
De maintenance manager moet, om deze verandering succesvol door te voeren, minimaal twee zaken voor elkaar hebben:
- Inzicht in de kosten van het onderhoud per asset
- Inzicht in het risico dat het bedrijf loopt wanneer het onderhoud niet wordt uitgevoerd
En hij moet dus stoppen met terug te kijken wat er het afgelopen jaar allemaal gebeurd is, als basis voor een inschatting hoe het volgend jaar zal worden.
Samen met de asset-owner dient een risicomatrix te worden opgesteld, die door degene die de asset gaat onderhouden, gebruikt wordt om een onderhoudsconcept op te stellen. De asset-owner bepaalt hiermee het risico dat het bedrijf wil lopen en wat de financiële consequenties zijn van te weinig of te veel onderhoud.
Er wordt weleens vergeten dat niet de garage, maar de eigenaar van het voertuig verantwoordelijk is voor de staat van zijn asset. De asset-owner beslist, de garage adviseert en voert, na toestemming, de werkzaamheden uit.
Zonder het opstellen van deze risicomatrix kan er geen eenduidig beleid vastgesteld worden. Het opstellen van het onderhoudsconcept, op basis van deze risicobepaling, is veel werk en hiervoor is de hulp van een maintenance engineer noodzakelijk. Het bedrijf kan kiezen om deze maintenance engineer in te huren of de onderhoudsdienst hier mee uit te breiden. Op het niveau van gepland onderhoud acteren zonder ondersteuning van een maintenance engineer is eigenlijk onmogelijk.
|
Risicobeheersing: reservewiel of niet? Wil men het tijdverlies beperken dan kan men een thuiskomer aanschaffen. Let wel, alleen geschikt om naar de dichtstbijzijnde bandengarage te rijden. Investeert men in een volledig reservewiel dan heeft men de kortste stilstand en kan de bedrijfsvoering weer snel doorgang vinden. Vier anti-lekbanden is natuurlijk de ideale oplossing, maar hier hangt ook een prijskaartje aan. Men heeft geen tijdsverlies, maar wel reparatiekosten. De vraag is dus: hoeveel wil de asset-owner investeren om zijn risico te beperken? |
|
Voorbeeldgedrag: management. |
|
Voorbeeldgedrag: ook voor de plantmanager? |
Het opzetten van een onderhoudsconcept vormt de basis voor het verantwoord uitvoeren van onderhoudstaken. De onderhoudsplanning wordt hierop gebaseerd. Wat we meestal zien, is een onderhoudsplanning op basis van de historische voorvallen en reparaties. Op zich werkt dit meestal prima, maar om naar het niveau van gepland onderhoud of hoger te komen is deze benadering onvoldoende.
Vanuit de bestaande situatie maken we eerst inzichtelijk, welke onderhoudsplannen aanwezig zijn en vergelijken dit, voor elke asset, met de uitkomst van de risicomatrix.
Men moet er voor zorgen dat er een asset-tree aanwezig is of opgezet wordt om te kunnen zien aan welk object onderhoud uitgevoerd wordt. De kostenplaatsstructuur is meestal al wel aanwezig.
Is deze structuur nog niet opgezet dan dient men rekening te houden met circa 15 minuten per object om deze in het onderhoudssysteem op te nemen.
Veel onderhoudsdiensten werken al met een onderhoudssysteem waarin bovenstaande gegevens opgenomen zijn. Het benoemde periodieke onderhoud staat al als planning in het onderhoudssysteem. De kwaliteit van de gegevens laat echter nogal eens te wensen over. Zo worden er dikwijls geen manuren en uitvoerenden benoemd en ontbreekt het materiaal in de werkorder. Het goed vullen van het onderhoudssysteem is een taak van zowel maintenance engineering, als van de werkvoorbereiding. Hierin wordt ook bepaald hoeveel FTE’s nodig zijn voor de uit te voeren werkzaamheden en wat er in het magazijn op voorraad moet liggen.
Veel van de bestaande voorraad in het magazijn is ontstaan doordat, na een calamiteit, de asset-owner geroepen heeft dat het object direct op voorraad genomen moet worden. Waarschijnlijk was er toen nog geen sprake van het gebruik van een risico matrix.
|
Voorraad: reactief voorraadbeheer Dan maar direct bellen met de leverancier: die kan of direct leveren tegen een veel hogere prijs of wordt door de onderhoudsdienst opgejaagd om zo vlug mogelijk te leveren. Aan het opjagen van diverse medewerkers en leveranciers wordt meestal ook door de asset-owner deelgenomen. Niemand weet meer precies wat er nu afgesproken is en reken maar dat er overgewerkt moet worden. Wanneer ook processen zoals inkoop en materiaalbeheer reactief worden uitgevoerd, brengt dit de nodige kosten en frustratie met zich mee. |
|
Voorraad: direct benodigd materiaal Na de invoering van de begrippen periodieke inspectie en periodiek onderhoud treedt een verbetering op. Inspectie is namelijk bedoeld om de status van het object te bepalen en de werkzaamheden in de planning op te kunnen nemen. Het juiste materiaal kan dan door de werkvoorbereider opgezocht en besteld worden. Het gevolg bij een bedrijf waar dit ingevoerd werd, was dat de leverancier nog maar 1x per week hoefde langs te komen. |
Vergrijzing
Veel onderhoudsdiensten en productieafdelingen zijn op leeftijd. Sommige medewerkers zijn 40 jaar of langer in dienst en kennen de aanwezige assets en het productieproces van binnen en van buiten. Het principe “wie het langste blijft, wordt uiteindelijk leidinggevende” is hier zeker niet onbekend.
Deze medewerkers komen steeds meer onder druk te staan, omdat men niet meer op alleen ervaring kan overleven. De huidige onderhoudsdienst is steeds meer afhankelijk van datasystemen en het beheer hiervan.
Helaas betreft dit niet alleen de OH-dienst maar ook de productieafdeling. De productie kan gezien worden als de asset-owner, maar maakt zich minder zorgen over de kosten omdat het budgetbeheer toch onder de OH-afdeling valt. In sommige gevallen lijkt er wel een haat-liefde verhouding te bestaan tussen beide afdelingen. “We zetten alle werkaanvragen maar op spoed, anders doet de OH-dienst toch niets”, is een uitspraak van productiemedewerkers, die ik in meerdere bedrijven ben tegen gekomen.
We hebben het al over het OH-systeem gehad. Via dit systeem worden alle werkaanvragen ingediend en deze aanvragen komen meestal van de productieafdeling. De kwaliteit van de werkaanvraag bepaalt de start van de werkorderstroom.
|
Samenwerking: afstemming tussen productie en onderhoudsdienst Echter na invoering van de werkwijze waarin productiemedewerkers bij hoge prioriteit zelf de werkvergunning moeten invullen, bleek dat de werkorders met hoge prioriteit sterk verminderden. Blijkbaar konden werkzaamheden toch een lagere prioriteit krijgen; volgende week uitvoeren kon ineens ook. Zonder risicomatrix blijft het moeilijk om de prioriteit objectief te bepalen en geldt “het recht van de sterkste”. Risicobepaling op basis van rangorde is binnen de reactieve cultuur helaas zeer gangbaar. |
|
Samenwerking: inspectie door productie Om meer begrip te krijgen voor elkaars problemen en meer planbaar werk te creëren is het aan te bevelen om de productiemedewerkers te betrekken bij de inspecties. Het vergt enige opleiding maar de meeste operators kunnen deze werkzaamheden prima uitvoeren. De operator krijgt meer inzicht in de werking van zijn machine en krijgt meer begrip voor de werkzaamheden van de technische medewerkers. In sommige gevallen kunnen kleine werkzaamheden direct zelf uitgevoerd worden. Het samen verantwoordelijk zijn voor de machine is de beste manier van samenwerking. Probeer het “eigen auto” gevoel te creëren. |