HoTT or NoT? Nut en resultaat van Hands-on-Tool-Time metingen.
Efficiencymetingen zijn op de werkvloer inmiddels een bekend verschijnsel. Het succes van de WCM-HoTT Toolkit draagt hieraan zeker bij. Maar wanneer is het nu zinvol om zo’n meting te doen? En hoe zet je zo’n meting om naar concrete verbeterresultaten? In deze blog geef ik een toelichting op basis van mijn ervaring met HoTT-trajecten en onze best practices.
Om te beginnen moet er natuurlijk een behoefte zijn om te verbeteren; meten om het meten is niet echt zinvol.

Die behoefte kan uit verschillende hoeken komen: vanaf de werkvloer zelf, als monteurs zien dat ze veel tijd kwijt zijn aan in hun ogen onbelangrijke of overbodige zaken of als ze storen zich aan de extra handelingen die ze moeten doen om hun klus af te krijgen. Maar ook elders in de organisatie kan die behoefte bestaan, bijvoorbeeld omdat er onvoldoende technische capaciteit op de werkvloer beschikbaar is, omdat onderhoudskosten omlaag moeten, de beschikbare tijd voor onderhoud gereduceerd is, of om het werkproces efficiënter te maken. Vrijwel altijd is de aanleiding gerelateerd aan een van de Asset Management doelstellingen (zie figuur).
Wat de aanleiding ook is, er moet vanuit de organisatie de motivatie zijn om te veranderen, zowel aan de management zijde als in de uitvoering. Er is dus een voortraject waarin duidelijk gemaakt wordt, dat de organisatie, het bedrijf of de afdeling moet veranderen om succesvol te kunnen zijn en blijven.
Vanuit deze aanleiding wordt er gekeken wat er veranderd of verbeterd kan worden. Hier helpt de HoTT Toolkit bij: door op de werkvloer te meten, wordt op een objectieve manier vastgelegd waaraan tijd besteed wordt gedurende een werkdag door monteurs, fitters, lassers en alle andere vaklieden.
Waarom hott metingen?
Wat kunnen deze HoTT metingen zoal opleveren? Bovenal zijn dat verbeterde en efficiëntere werkprocessen. Door goed te kijken welke activiteiten plaatsvinden en te zien hoeveel tijd deze vragen, kan een afweging gemaakt worden of bepaalde stappen iets toevoegen of niet. Als ze niets toevoegen, dan kunnen ze uit het proces gehaald worden. Als ze wel iets toevoegen, maar niet in de uitvoering zelf, is het zaak om goed te kijken of dit echt niet anders kan.
Een voorbeeld: een monteur moet invullen welke materialen hij nodig heeft om een klus uit te kunnen voeren. Op zich een noodzakelijke activiteit, maar voor de monteur extra werk dat niets toevoegt aan het uitvoeren van de klus. In dit geval is het beter om deze taak bij de werkvoorbereiding uit te voeren. Hier wordt immers vooraf nagedacht over de uitvoering van taken en kan dus ook bepaald worden welke materialen nodig zijn. De monteur kan zo sneller met z’n werk beginnen en wordt ‘ontzorgd’ van allerlei activiteiten daar omheen.
Eigenlijk vormt dit de kern van het verbeteren van de efficiency op de werkvloer: ontzorgen van de uitvoerenden van allerlei activiteiten die niet direct bijdragen aan de uitvoering van het werk.
Welke metingen zijn betrouwbaar?
Een goed resultaat begint met betrouwbare metingen. De betrouwbaarheid hangt ook af van de gebruikte methode. Wanneer er KPI’s moeten worden gemeten, is een statistische methode prima. Meestal is dit de Multi Moment Opname (MMO). Hierbij wordt op verschillende momenten, meerdere malen per dag, meerdere dagen 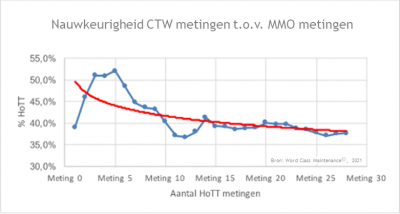
achter elkaar een observatie gedaan van een groep uitvoerenden, waarbij met turven wordt vastgelegd wie waarmee bezig is. Het aantal verschillende activiteiten is hierbij beperkt, omdat meestal niet zichtbaar is waarom bijvoorbeeld iemand loopt of staat te praten. Voordeel is wel dat er veel data is en hele groepen gemeten kunnen worden.
Een andere methode is de Continue Tijd Waarneming (CTW). Hierbij worden een of enkele uitvoerenden aan een klus continu gemonitord en wordt geprobeerd vast te leggen waaròm de activiteiten worden gedaan. Hier wordt dus veel informatie verzameld, maar er kunnen slechts enkele mensen gemeten worden.
Aangezien de MMO een statistische methode is, is de betrouwbaarheid daarvan prima te bepalen. Bij de CTW methode is dat lastiger. Echter, we weten inmiddels uit de brede benchmark van HoTT-resultaten dat een betrouwbaarheid van ongeveer 85% wordt behaald bij acht metingen en dat dit bij 15 metingen rond de 95% ligt.
Het aantal benodigde metingen bij de CTW methode valt dus mee. Twee auditors kunnen in vier dagen deze metingen uitvoeren. Maar het doel is vooral vinden van verbeterpunten, de meetgegevens ondersteunen de observaties.
Van meting naar webetering
Na de HoTT-metingen beschikken we over allerlei getallen, hebben we observaties en weten we waarom de verliezen er zijn. En dan?
Aan de hand van de getallen kunnen we vaststellen waar de meeste ‘verliezen’ zitten. Daar concentreren we ons al eerste op. Tijdens de metingen zijn er notities gemaakt van de observaties. Dit zijn de aanwijzingen voor een nader onderzoek naar de achterliggende oorzaken.
Het is dus zaak om de verliezen op een of andere manier in kaart te brengen en de prioriteiten te bepalen. De meest eenvoudige manier is om een Pareto-grafiek te maken, waarbij de grootste waardes voorop staan. Dan wordt snel zichtbaar waar het eerst aandacht aan besteed moet worden. Aan de hand van de getallen en de observaties kunnen we verbeteringen benoemen. Wees daarbij vooral creatief en neem ook de mensen van de werkvloer mee; zij hebben vaak allang oplossingen voor problemen bedacht. Bovendien zijn ze zo ook betrokken bij het invoeren van de oplossingen. Zijn we er dan? Nee, nog niet. Haalbaarheid speelt ook een grote rol. Haalbaarheid in termen van uitvoerbaarheid, risico, en ook financiering.
Uit ervaring weten we dat op bijvoorbeeld een Tankterminal het grootste verlies, transport, het lopen langs de tanks, moeilijk te reduceren is. De tanks kunnen immers niet dichter bij elkaar gezet worden. Er kan echter wel vervoer georganiseerd worden, en de opdrachten kunnen soms zo geclusterd worden dat meerdere opdrachten tegelijk uitgevoerd kunnen worden. Soms blijkt het oplossen van het grootste knelpunt echter onmogelijk. Dan kan het oplossen van enkele kleinere verliezen die wel goed uitvoerbaar zijn, meer opleveren dan het reduceren van het grootste verlies.
Haalbaarheid van verbeteringen
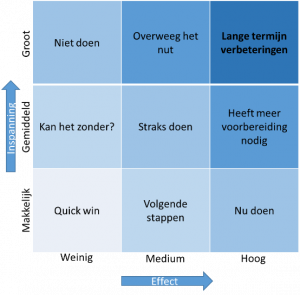
Een eenvoudige manier om de haalbaarheid in kaart te brengen is het maken van een Impact-Effort matrix: in deze matrix worden alle mogelijke verbeteringen uitgezet op het effect en op de benodigde inspanning. Op die manier wordt duidelijk welke verbeteringen snel kunnen worden ingevoerd en welke verbeteringen meer tijd of inspanning nodig hebben.
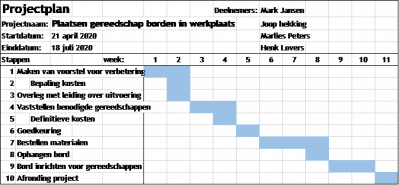
We weten nu wat we willen verbeteren en ongeveer hoe, maar het moet nog uitgevoerd worden. Dit moet gestructureerd gebeuren; we willen immers ook kunnen evalueren of het verwachte resultaat bereikt wordt. Dit betekent dat er projectplannen gemaakt moeten worden. Niet hele grote ingewikkelde modellen, maar concrete beschrijving van het beoogde doel, de te nemen acties, een tijdspad en de bijbehorende geschatte kosten. Wanneer bij de uitvoering ook de medewerkers betrokken worden, ontstaat het draagvlak voor de verbeteringen. In kleine projectteams kunnen medewerkers de uitvoering zelf ter hand nemen, eventueel met ondersteuning van leidinggevenden.
Niet alle verbeteringen kunnen op deze wijze worden opgepakt. Sommige verbeteringen zijn erg ingrijpend en moeten ook op strategisch niveau worden goedgekeurd en gefinancierd. Dit soort verbeteringen gaat vaak over verschillende afdelingen en vraagt om een uitgebreidere aanpak. Maar veel kleinere verbeteringen kunnen vaak binnen de eigen afdeling worden opgepakt. Deze vragen weinig inspanning en hebben een goed resultaat, juist omdat dit direct bij de medewerkers terecht komt. Hier snijdt het met dus aan twee kanten: medewerkers werken aan verbeteringen waar zelf ze direct profijt van hebben wat zorgt voor optimale betrokkenheid en acceptatie.
Hott or not: Het verschil tussen een goed lopende productie of een overbezette onderhoudsafdeling
Uit eerdere metingen en uitgevoerde projecten blijkt dat vrij snel een aanzienlijke efficiency verbetering kan worden behaald. Hierbij is 10 tot 20 procent verbetering geen uitzondering. Dat betekent in het algemeen dat er meer onderhoudswerk kan worden uitgevoerd en vaak ook dat de kosten omlaag gaan. In de huidige tijd, waarbij het zeer moeilijk is om voldoende goede technici te krijgen, kan dit het verschil maken tussen een goed lopende productie of een overbezette onderhoudsafdeling!