From reactive to planned maintenance - Practical Experience
Over the past years, I have worked for various companies that, after years of carrying out reactive maintenance, wanted to take the step forward to performing maintenance at a planned level. In this blog I'd like to share some of my experiences from these change processes.
The companies we're talking about here, are companies where the entire business culture is reactive. The asset owner indicates that he wants to move towards a different method of asset maintenance, but often doesn't realize the change is organization-wide and doesn't just apply to the maintenance department. Or, looking further, that the asset owner himself needs to lead by example. In short, the entire company goes through a change process spanning several years before the next level of maturity of planned maintenance is reached.
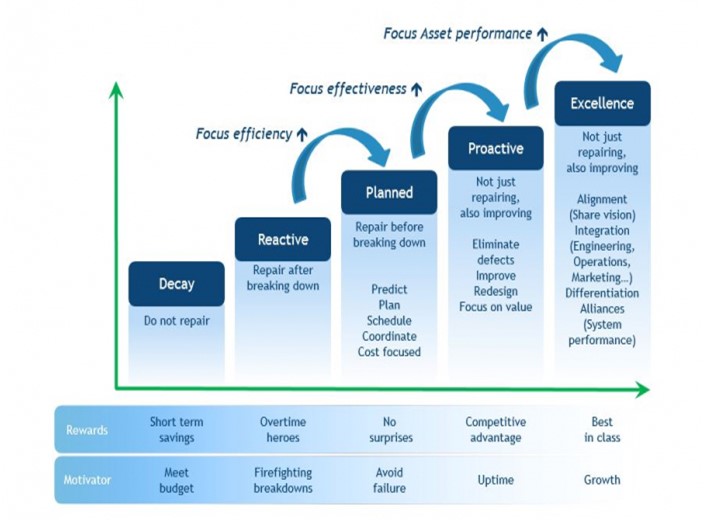
Levels of maturity in maintenance
A change process of this scope can only move forward if a new policy is put in place that provides a well-substantiated strategy and applies to the whole company. After all, informing the maintenance manager that his budget is being cut by at least 10% and saying that he has to work more efficiently and faster hardly counts as a policy.
I sometimes wonder how this policy would work in a home environment. “Honey, you're getting 10% less for the household budget, but I want the food to be better and the house to look spic-and-span”.
Or why not try going to your local garage and get better service and maintenance by paying 10% less. Yet this is actually what you get from a higher level of maintenance maturity: better maintenance at lower costs. But this doesn't happen all by itself.
In order to implement this change successfully, the maintenance manager must have two items of business in order:
- Insight into the costs of maintenance per asset
- Insight into the risk the company is running if maintenance isn't carried out
And he has to refrain from looking back at everything that has happened during the past year to estimate how next year will turn out.
Together with the asset owner, a risk matrix that is used by the person responsible for maintaining the asset needs to be drafted, thus enabling a maintenance concept to be drawn up. In doing so, the asset manager determines the risk the company is willing to take and estimates the financial consequences of too little or too much maintenance.
One can sometimes forget that it isn't the auto service center that is responsible for the condition of his asset, but rather the vehicle's owner. The asset owner decides, the garage advises and carries out the work after approval.
If this risk matrix isn't in place, it's nearly impossible to establish a clear policy. Setting up the maintenance concept on the basis of the risk assessment demands a great deal of work, which in turn requires the help of a maintenance engineer. The company can choose to hire an external maintenance engineer for this purpose, or to expand its own engineering department. Acting at the level of planned maintenance without the support from a maintenance engineer is pretty much impossible.
|
Risk management: spare tire or not? To limit the time lost, you could consider buying a so-called space-saver. But be warned: it will only get you to the nearest tire center. You can decide to invest in a full-size spare tire, giving you the shortest standstill time and enabling the business operation to get back on the road quickly. Four run-flat tires offer the ideal solution, of course, but these don't come cheap. Loss of time is avoided, but you're still stuck with the repair costs. The question therefore is: how much does the asset owner want to invest to limit his risk? |
|
Leading by example: management. |
|
Leading by example: does this apply to the plant manager too? |
Establishing a maintenance concept is the foundation on which to responsibly carry out maintenance duties. The maintenance planning is based on this concept. What we generally see is planned maintenance based on historical incidents and repairs. This usually works out fine, but in order to move to a level of scheduled maintenance or higher, this approach simply won't do.
Working from the existing situation, we first need to make transparent which maintenance plans are in place and then compare this information - for each asset - with the outcome of the risk matrix.
We have to make sure that there is an asset tree in place or under development to be able to see which object is being serviced. The cost center structure is usually already in place.
If this structure has not yet been set up, you need to take an additional 15 minutes into account to enter this information in the maintenance system.
Many maintenance service providers already work with a maintenance system that includes this information. The periodic maintenance has therefore already been scheduled in the maintenance system. The quality of the data, however, sometimes leaves a lot to be desired. For example, often the man-hours and operational staff aren't mentioned or the work order doesn't list the equipment. Filling in the maintenance system correctly is a task for maintenance engineering, as well as the work planner. This also partly determines how many FTEs you'll need for the work at hand and what the warehouse needs to have in stock.
A lot of current warehouse stock got there because, after a calamity, the asset owner demanded that the item was included in the inventory immediately. It is highly likely that, at the time, a risk matrix was not being used.
|
Inventory: reactive stock management So you end up calling the supplier directly: he can deliver the items at a much higher price or he is harassed by the maintenance department to delivery asap. Generally, all this rushing of staff members and suppliers is also done by the asset owner. Nobody really knows anymore what was agreed and you can bet on it that there'll be overtime involved. When other processes, such as purchasing and materials management, are carried out reactively, it brings with it considerable costs and frustration. |
|
Inventory: material required immediately After you have introduced the concepts of periodic inspection and periodic maintenance, you will notice improvement. The purpose of inspections is to determine the state of the object and to be able to incorporate the work in the planning. This enables the planner to look up and order the right material in advance. The result at a company where this system was introduced was that the supplier now only had to deliver once a week. |
Aging
Many maintenance services and production departments are getting older. Some staff members have been employed for more than 40 years and know all the assets and the production process inside out. The principle of “who stays longest eventually becomes manager” is definitely not a foreign notion here.
These employees are coming under an increasing amount of pressure, because experience alone won't help you survive. Today's maintenance department is more dependent on data systems and managing these systems.
Unfortunately, this doesn't just affect maintenance, but also the production department. Production can be seen as an asset owner, but worries less about the costs because the budget management falls under the maintenance department anyway. In certain cases, there seems to be a kind of love-hate relationship between the two departments. “We put every work request on urgent, because otherwise maintenance won't do a thing”, is a line I've regularly heard production staff say in different companies.
We already spoke about the maintenance system. All work requests are entered via this system and these requests usually come from the production department. The quality of the work request determines the start of the work order flow.
|
Cooperation: alignment between production and maintenance departments However, after introducing the work method in which production staff have to fill in the work permit themselves in cases of high priority, the number of high-priority work orders dropped dramatically. Apparently, a lot of the jobs could be given a lower priority; suddenly delivery next week was also no problem. Without a risk matrix, it will always be difficult to determine the priority level objectively and “survival of the fittest” rules. Determining risks based on rank is, unfortunately, very common in a reactive business culture. |
|
Cooperation: inspection through production In some cases, small jobs can be carried out directly by the operator. Being responsible for the machine together is the best form of cooperation. Try to create the “own car” feeling. |
Thank you for reading my first blog, in which I have tried to convey some practical experience as a consultant. In my next blog, I'll be delving into roles & tasks, skills and quality.